Process Design and Performance Testing of a New Type of Carbon Fiber Infrared Heating Tube
Due to its excellent properties such as rapid heating and cooling, small heat hysteresis, uniform heating, and long distance of heat radiation, carbon fiber heating elements have developed rapidly and have been widely used in various fields. In the field of carbon fiber heating element research, practical new carbon fiber far-infrared heating tubes have been developed. This new type of heating tube uses flexible carbon fiber as the heating element, which has the advantages of high thermal conversion efficiency and long service life. It has been widely used in home appliances and medical equipment. This article mainly introduces the structure, production process, inspection technology and methods of the newly developed carbon fiber heating tube, and tests and studies the thermal effect of the product.
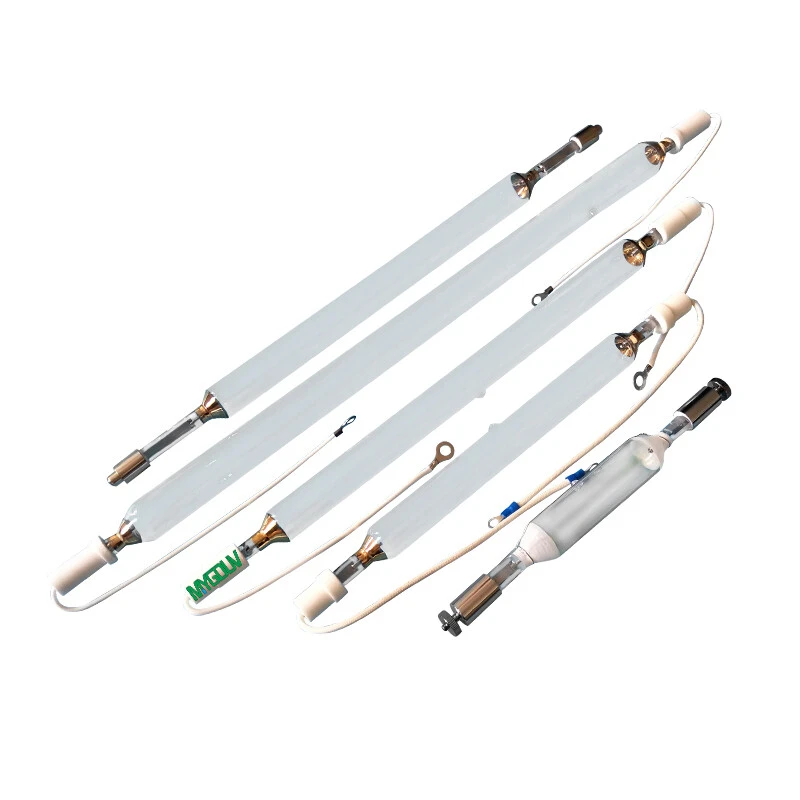
1. Structure of Carbon Fiber Heating Tube
The outer tube of the carbon fiber heating tube is mainly made of quartz as the raw material, and its spiral heating body is mostly a hollow structure. The main material is carbon fiber, which is formed by twisting long filaments and winding them through a certain process. It serves as the core heating element of the carbon fiber heating tube. The main body of the new carbon fiber heating tube is the new carbon fiber wire, which adopts a special wrapping form at both ends. The carbon fiber wire material is molybdenum sheet and there are wires installed at both ends of the carbon brazing tree heater. The body of the carbon fiber heating tube is a transparent tube, and its electrical setting parameters are 220V-240V, 2000W. The lead wire adopts UL3122, 50~52 branch core, 300V-500V 200 ℃ high temperature resistant fiberglass wire. The electrodes at both ends are composed of silver white insoluble high melting point metal molybdenum, molybdenum sheets and rods, wiring terminals, etc.
2. Production and Manufacturing Process of Carbon Fiber Heating Tube
The production process of carbon fiber heating tubes mainly includes the following steps:
(1) Based on the diameter and length of the product, select the inner and outer tubes with the selected diameter for cutting the inner and outer tubes.
(2) Choose the size, thickness, and other specifications for weaving, determine a reasonable feeding quantity, and proceed with weaving.
(3) Select wire winding specifications, measure resistance, determine power, measure wire length for wire winding.
(4) Adjust the shaping machine, determine the shaping voltage, and perform shaping treatment.
(5) Select suitable electrodes and perform spot welding.
(6) Perform pressure sealing and exhaust, paying attention to whether there is any distortion of the molybdenum rod, pressure leakage, or pressure leakage.
(7) Conduct mature testing, power sampling, and lifespan sampling.
(8) Print and paste dots, lines, and ceramic parts.
(9) Finished product inspection, once again confirm voltage, power, length, and inspect internal threads.
Technical requirements and inspection methods for carbon fiber heating tubes
3.1 Technical Requirements for Inspection of Carbon Fiber Heating Tubes
After the production of carbon fiber heating tubes is completed, they need to be inspected according to technical requirements to ensure the safety of the carbon fiber heating tubes. The inspection technical requirements mainly include the following contents.
(1) Appearance inspection items:
① The surface of the new carbon fiber heating air tube should have a maximum of 4 clean and contaminated black spots, which should be less than 0.5mm. The length of each air path on the tube surface should not exceed 5mm.
② The shape of the carbon fiber heater tube is correct, and the outer surface of the tube is not allowed to deform, twist, or have uneven thickness, which does not comply with national safety appearance management The voltage and power comply with the regulations If there are no obvious scratches on the surface of the quartz tube and there is slight white mist at both ends of the exhaust port, it can be retracted The connection of the silicone sleeve is firm and there is no adhesion between the silicone sleeve and unrelated parts The lead connection is safe and secure, with the carbon fiber positioned in the center.
(2) Size inspection: The diameter of the carbon fiber lamp tube should be within ± 0.05mm of the design size, the length should be within ± 1mm of the design size, and the length of the lead wire should be within ± 5mm of the design size. Perform assembly inspection.
(3) Power detection: Light up the carbon fiber tube at its rated voltage and test its power with a power meter, which should be within the range of+3% to -7% of its rated power.
(4) Brightness detection: When the carbon fiber tube is lit, the brightness of the two tubes is close, and the heating element should emit light evenly without significant differences. The brightness of a single carbon fiber tube should be uniform and there should be no dark spots or abnormal bright spots in the local area.
(5) Lifetime testing: After certain inspections, the new carbon fiber heating tube should have a lifespan of over 6000 hours under normal operating conditions (rated voltage and rated current).
(6) Impact detection: When the voltage is AC1.3 times the rated voltage and the power is instantly turned on, the following abnormal phenomena do not occur:
① There should be no sparking at the molybdenum spot welding point located on the lamp tube.
② The lamp tube works continuously for 6 hours and undergoes spot checks at AC1.3 times the rated voltage without any broken wires or blackening.
(7) Performance testing:
① The lamp must not have any impurities, discoloration, oxidation of nickel or molybdenum rods, pressure seal cracking, or other phenomena.
② The molybdenum sheet shall not have any breakage or crack growth phenomenon, and the process hole plane of the heating element shall be consistent with the exhaust nozzle plane design The distance between the molybdenum sheet inside the sealing plate and the sealing port should be greater than 1.0mm (outer port) The wire should be firmly connected to the lamp tube, and the wire should not loosen when subjected to a tensile force of 25N The pressure sealing plates at both ends of the lamp tube are not easy to break, and can withstand a force of 10N in either direction The height of the exhaust nozzle on the lamp tube should not exceed 4mm The leads on the lamp tube are configured with appropriate leads according to voltage and power Use a vacuum spark detector to detect that there is no air leakage in the lamp tube (full inspection).
3.2 Inspection Methods
The carbon fiber heating tube products produced by the factory generally need to comply with the national standard GB/T7287-2008; GB4706.1-1992, specific inspection methods refer to the technical specifications for inspection of carbon fiber heating tubes of Heyuan Xinda Quartz Electrical Appliance Co., Ltd.
(1) Appearance inspection:
① The surface should be flat, tidy, and clean, without stains, defects, scars, rust, corrosion, damage, or deformation; Batch peak ≤ 0.05. Use visual inspection and vernier caliper.
② The surface of the glass tube is smooth and free of scratches and black spots, and the surface of the fixed metal sheet is free of rust, dirt, and oil stains; The heating element has no tilting phenomenon, the surface is flat, the color is uniform, and there are no pits, damages, or cracks. There are no miscellaneous items inside the glass tube The welding between the molybdenum rod and the joint nickel sheet should be good, without any welding defects such as virtual welding, false welding, or missed welding.
(2) Dimensional inspection: The dimensions meet the requirements of the drawing. Use vernier calipers and micrometers.
(3) Identification inspection: The components should have the manufacturer or trademark, model specifications, rated voltage, power, nominal cross-sectional area of the wire, and wire number markings. The identification should be clear and easy to read. Use a cotton cloth dipped in gasoline to rub back and forth for 15 seconds, and then use a cotton cloth dipped in water to rub back and forth for 15 seconds. The identification should be clear and easy to read. Use visual inspection and wiping.
(4) Structural inspection:
① The magnetic head must not be skewed or loose, and the electrode at the external sealing of the product must not be skewed or broken.
② The connection between the external connection lead and the heating tube should be pulled vertically with a tension of 30N, and the lead should not be broken or the sleeve should not be loose. The external connection lead and the heating tube connection should be shaken left and right 30 times (at a 45 degree angle, 5N, 30 times/minute, with the shaking position about 10 centimeters away from the ceramic head), and the lead should not be disconnected.
(5) Brightness and color temperature inspection of heating element: While the product is working normally, the central heating element is allowed to be slightly darker, and the thermal effect of the central heating element should be consistent, that is, after power on, visually inspect and describe that the internal heating element is completely red. The color temperature of the heating element must reach a color temperature of less than 1600K. After powering on, visually inspect and use a stopwatch and colorimeter.
(6) Packaging quality: The product needs to be inspected using a vacuum detector. After vacuum extraction, if the seal is good and there is no gas leakage, the product is qualified.
(7) Rated power and electrical strength: Using an electrical parameter measuring instrument, test the rated voltage working state, and ensure that the power deviation is within -8% to+4%. Fix the electrode between the electrode and the heating tube casing, and fix the electrode between the metal sheets. Apply 1800V/5mA/1min between the pin and the lamp tube without breakdown.
(8) Sealing temperature of glass tube: Operate to a stable development state at 1.15 times the rated output voltage, with a temperature of ≤ 250 ℃ at both ends of the glass tube and the sealing area (20 ℃± 5 ℃ for different ambient temperatures).
(9) Pin mechanical strength: Apply a fixed tensile force (50N) to the pin direction of the pin using a tensile tester, and within 1 minute, there should be no looseness or cracks in the pin body.
(10) Drop test: After the product is erected normally, release it and let it fall freely onto a 20mm hard wooden board. If the product is undamaged, it is qualified. Use a drop test bench electrical parameter measuring instrument.
(11) High and low temperature testing: Under the specified rated voltage of 1.25, the product is continuously powered on for 10 minutes and placed in water at 10 ℃. The product must not have any special circumstances, and then continuously placed in a constant temperature (-20 ℃) environment for 5 hours. The heating tube is observed and no abnormal reactions are allowed.
(12) Leakage current and normal insulation resistance test: When the heating tube operates stably at rated voltage (1.06 times), the allowable current leakage from the shell is less than or equal to 0.25mA. The resistance between the two resistance electrodes of the new carbon fiber heating tube and the molybdenum sheets at both ends of the core heating tube should be greater than or equal to 20M Ω. Use leakage current tester and insulation resistance tester for testing.
(13) Equivalent rapid life test: Conduct tests using electrical parameter testers, variable frequency power supplies, etc., and work continuously for 36 hours at rated voltage (1.35 times); After the test is completed, there may be some trace mist like objects at the end of the heating tube, and no other abnormal reactions are allowed; And the power of the heating tube after the experiment is completed cannot exceed ± 3% of the actual power.
4. Thermal Efficiency Test of Carbon Fiber Heating Tube
The thermal efficiency test of carbon fiber heating tube is conducted in the room, as shown in Figure 3. After turning on the power heating tube and starting to work, conduct temperature checks on the center of the room, the center of the wall, and the four corners of the room to test the impact of using carbon fiber heating tube products on the surrounding environmental temperature.
The newly developed carbon fiber heating tube has minimal losses during thermal conduction and greatly improves heat conversion efficiency, saving 15% -30% energy compared to other nickel chromium and tungsten molybdenum metal heating tubes. It also has a long lifespan and better environmental performance, and will be widely used in the heating field in the future.