تصميم العمليات واختبار الأداء لنوع جديد من أنابيب التسخين بالأشعة تحت الحمراء المصنوعة من ألياف الكربون
نظرًا لخصائصها الممتازة مثل التسخين والتبريد السريع، والتباطؤ الحراري البسيط، والتسخين الموحد، والإشعاع الحراري لمسافة طويلة، فقد تطورت عناصر تسخين ألياف الكربون بسرعة وتم استخدامها على نطاق واسع في مختلف المجالات. في مجال أبحاث عناصر تسخين ألياف الكربون، تم تطوير أنابيب تسخين عملية جديدة تعمل بالأشعة تحت الحمراء البعيدة من ألياف الكربون. يستخدم هذا النوع الجديد من أنابيب التسخين ألياف الكربون المرنة كعنصر تسخين، والذي يتمتع بمزايا كفاءة التحويل الحراري العالية وعمر الخدمة الطويل. وقد تم استخدامه على نطاق واسع في الأجهزة المنزلية والمعدات الطبية. تقدم هذه المقالة بشكل أساسي الهيكل وعملية الإنتاج وتكنولوجيا الفحص وطرق أنبوب التسخين المصنوع من ألياف الكربون المطور حديثًا، كما تختبر وتدرس التأثير الحراري للمنتج.
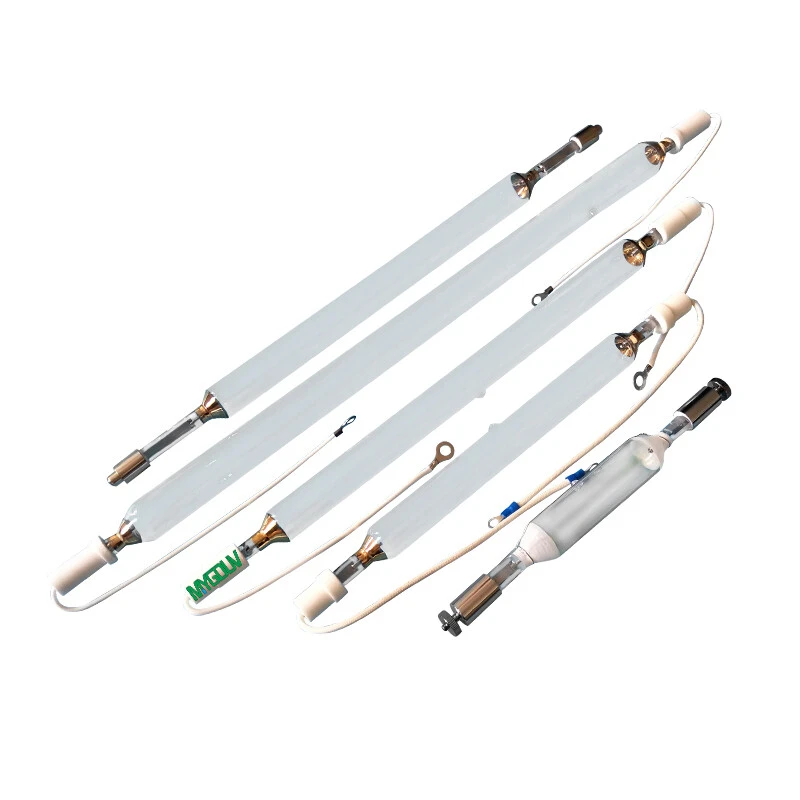
1. هيكل أنبوب تسخين من ألياف الكربون
الأنبوب الخارجي لأنبوب تسخين ألياف الكربون مصنوع بشكل أساسي من الكوارتز كمادة خام، وجسم التسخين الحلزوني عبارة عن هيكل مجوف في الغالب. المادة الرئيسية هي ألياف الكربون، والتي يتم تشكيلها عن طريق لف خيوط طويلة ولفها خلال عملية معينة. إنه بمثابة عنصر التسخين الأساسي لأنبوب تسخين ألياف الكربون. الجسم الرئيسي لأنبوب التسخين الجديد من ألياف الكربون هو سلك ألياف الكربون الجديد، والذي يعتمد شكل تغليف خاص في كلا الطرفين. مادة سلك ألياف الكربون عبارة عن صفائح الموليبدينوم وهناك أسلاك مثبتة على طرفي سخان شجرة اللحام بالنحاس الكربوني. جسم أنبوب تسخين ألياف الكربون عبارة عن أنبوب شفاف، ومعلمات الإعداد الكهربائية الخاصة به هي 220 فولت - 240 فولت، 2000 وات. سلك الرصاص يستخدم UL3122، 50~52 فرع أساسي، 300V-500V 200 ℃ سلك من الألياف الزجاجية المقاوم لدرجة الحرارة العالية. تتكون الأقطاب الكهربائية في كلا الطرفين من معدن الموليبدينوم الفضي الأبيض غير القابل للذوبان ذو درجة انصهار عالية، وصفائح وقضبان الموليبدينوم، وأطراف الأسلاك، وما إلى ذلك.
2. عملية إنتاج وتصنيع أنبوب تسخين ألياف الكربون
تتضمن عملية إنتاج أنابيب تسخين ألياف الكربون بشكل أساسي الخطوات التالية:
(1) على أساس قطر وطول المنتج، حدد الأنابيب الداخلية والخارجية بالقطر المحدد لقطع الأنابيب الداخلية والخارجية.
(2) اختيار الحجم والسمك والمواصفات الأخرى للنسيج وتحديد كمية التغذية المعقولة والمضي قدماً في النسيج.
(3) حدد مواصفات لف الأسلاك، وقياس المقاومة، وتحديد الطاقة، وقياس طول السلك لف الأسلاك.
(4) ضبط آلة التشكيل، تحديد جهد التشكيل، وإجراء معالجة التشكيل.
(5) حدد الأقطاب الكهربائية المناسبة وقم بإجراء اللحام النقطي.
(6) إجراء الختم بالضغط والعادم، مع الانتباه إلى ما إذا كان هناك أي تشويه لقضيب الموليبدينوم، أو تسرب الضغط، أو تسرب الضغط.
(7) إجراء الاختبارات الناضجة، وأخذ عينات الطاقة، وأخذ عينات العمر الافتراضي.
(8) طباعة ولصق النقاط والخطوط وأجزاء السيراميك.
(9) فحص المنتج النهائي، والتأكد مرة أخرى من الجهد والطاقة والطول وفحص الخيوط الداخلية.
المتطلبات الفنية وطرق الفحص لأنابيب التسخين المصنوعة من ألياف الكربون
3.1 المتطلبات الفنية للتفتيش أنابيب التدفئة من ألياف الكربون
بعد الانتهاء من إنتاج أنابيب تسخين ألياف الكربون، يجب فحصها وفقًا للمتطلبات الفنية لضمان سلامة أنابيب تسخين ألياف الكربون. تتضمن المتطلبات الفنية للتفتيش بشكل أساسي المحتويات التالية.
(1) عناصر فحص المظهر:
① يجب أن يحتوي سطح أنبوب هواء التسخين الجديد المصنوع من ألياف الكربون على 4 بقع سوداء نظيفة وملوثة بحد أقصى، والتي يجب أن تكون أقل من 0.5 مم. يجب ألا يتجاوز طول كل مسار هوائي على سطح الأنبوب 5 مم.
② شكل أنبوب سخان ألياف الكربون صحيح، ولا يُسمح للسطح الخارجي للأنبوب بالتشوه أو الالتواء أو أن يكون له سمك غير متساوٍ، وهو ما لا يتوافق مع إدارة مظهر السلامة الوطنية. يتوافق الجهد والطاقة مع اللوائح إذا لا توجد خدوش واضحة على سطح أنبوب الكوارتز ويوجد ضباب أبيض طفيف على طرفي منفذ العادم، يمكن سحبه. اتصال غلاف السيليكون ثابت ولا يوجد التصاق بين غلاف السيليكون والأجزاء غير المرتبطة اتصال الرصاص آمن و آمن، مع وضع ألياف الكربون في المنتصف.
(2) فحص الحجم: يجب أن يكون قطر أنبوب مصباح ألياف الكربون في حدود ± 0.05 مم من حجم التصميم، ويجب أن يكون الطول في حدود ± 1 مم من حجم التصميم، ويجب أن يكون طول سلك الرصاص في حدود ± 5 مم من حجم التصميم. إجراء فحص التجميع.
(3) اكتشاف الطاقة: قم بإضاءة أنبوب ألياف الكربون بجهده المقدر واختبر قوته بمقياس الطاقة، والذي يجب أن يكون ضمن نطاق 3% إلى -7% من الطاقة المقدرة.
(4) كشف السطوع: عندما يضيء أنبوب ألياف الكربون، يكون سطوع الأنبوبين قريبًا، ويجب أن ينبعث عنصر التسخين الضوء بالتساوي دون اختلافات كبيرة. يجب أن يكون سطوع أنبوب ألياف الكربون موحدًا ويجب ألا تكون هناك بقع داكنة أو نقاط مضيئة غير طبيعية في المنطقة المحلية.
(5) اختبار مدى الحياة: بعد عمليات فحص معينة، يجب أن يكون عمر أنبوب التسخين الجديد من ألياف الكربون أكثر من 6000 ساعة في ظل ظروف التشغيل العادية (الجهد المقنن والتيار المقنن).
(6) كشف التأثير: عندما يكون الجهد AC1.3 أضعاف الجهد المقنن ويتم تشغيل الطاقة على الفور، لا تحدث الظواهر غير الطبيعية التالية:
① يجب ألا يكون هناك أي شرارة عند نقطة لحام بقعة الموليبدينوم الموجودة على أنبوب المصباح.
② يعمل أنبوب المصباح بشكل مستمر لمدة 6 ساعات ويخضع لفحوصات موضعية عند AC1.3 أضعاف الجهد المقنن دون أي أسلاك مكسورة أو اسوداد.
(7) اختبار الأداء:
① يجب ألا يحتوي المصباح على أي شوائب أو تغير في اللون أو أكسدة قضبان النيكل أو الموليبدينوم أو تشقق ختم الضغط أو أي ظواهر أخرى.
② يجب ألا تحتوي ورقة الموليبدينوم على أي ظاهرة نمو للكسر أو التشقق، ويجب أن يكون مستوى ثقب العملية لعنصر التسخين متسقًا مع تصميم مستوى فوهة العادم. يجب أن تكون المسافة بين ورقة الموليبدينوم داخل لوحة الختم ومنفذ الختم أكبر من 1.0 مم (المنفذ الخارجي) يجب أن يكون السلك متصلاً بإحكام بأنبوب المصباح، ويجب ألا يرتخي السلك عند تعرضه لقوة شد تبلغ 25 نيوتن. ألواح إغلاق الضغط عند طرفي المصباح ليس من السهل كسر الأنبوب، ويمكنه تحمل قوة 10 نيوتن في أي اتجاه. يجب ألا يتجاوز ارتفاع فوهة العادم الموجودة على أنبوب المصباح 4 مم. يتم تكوين الخيوط الموجودة على أنبوب المصباح باستخدام الخيوط المناسبة وفقًا للجهد والطاقة استخدم المكنسة الكهربائية كاشف شرارة للكشف عن عدم وجود تسرب للهواء في أنبوب المصباح (فحص كامل).
3.2 طرق التفتيش
تحتاج منتجات أنابيب تسخين ألياف الكربون التي ينتجها المصنع عمومًا إلى الامتثال للمعايير الوطنية GB/T7287-2008؛ GB4706.1-1992، تشير طرق الفحص المحددة إلى المواصفات الفنية لفحص أنابيب تسخين ألياف الكربون لشركة Heyuan Xinda Quartz Electrical Appliance Co., Ltd.
(1) فحص المظهر:
① يجب أن يكون السطح مسطحًا ومرتبًا ونظيفًا، بدون بقع أو عيوب أو ندوب أو صدأ أو تآكل أو تلف أو تشوه؛ ذروة الدفعة ≥ 0.05. استخدام الفحص البصري والفرجار الورنية.
② سطح الأنبوب الزجاجي أملس وخالي من الخدوش والبقع السوداء، وسطح الصفائح المعدنية الثابتة خالي من الصدأ والأوساخ وبقع الزيت؛ عنصر التسخين ليس لديه ظاهرة إمالة، السطح مسطح، اللون موحد، ولا توجد حفر أو أضرار أو شقوق. لا توجد عناصر متنوعة داخل الأنبوب الزجاجي. يجب أن يكون اللحام بين قضيب الموليبدينوم وصفيحة النيكل المشتركة جيدًا، دون أي عيوب لحام مثل اللحام الظاهري أو اللحام الكاذب أو اللحام المفقود.
(2) فحص الأبعاد: الأبعاد تلبي متطلبات الرسم. استخدم الفرجار والميكرومتر.
(3) فحص الهوية: يجب أن تحتوي المكونات على الشركة المصنعة أو العلامة التجارية، ومواصفات النموذج، والجهد المقدر، والطاقة، ومنطقة المقطع العرضي الاسمية للسلك، وعلامات أرقام السلك. يجب أن يكون التعريف واضحًا وسهل القراءة. استخدمي قطعة قماش قطنية مغموسة في البنزين للفرك ذهابًا وإيابًا لمدة 15 ثانية، ثم استخدمي قطعة قماش قطنية مغموسة في الماء للفرك ذهابًا وإيابًا لمدة 15 ثانية. يجب أن يكون التعريف واضحًا وسهل القراءة. استخدام الفحص البصري والمسح.
(4) التفتيش الهيكلي:
① يجب ألا يكون الرأس المغناطيسي منحرفًا أو فضفاضًا، ويجب ألا يكون القطب الكهربائي عند الختم الخارجي للمنتج منحرفًا أو مكسورًا.
② يجب سحب الوصلة بين سلك التوصيل الخارجي وأنبوب التسخين عموديًا بشد 30 نيوتن، ولا ينبغي أن ينكسر الرصاص أو لا ينبغي أن يكون الغلاف مفككًا. يجب هز سلك التوصيل الخارجي ووصلة أنبوب التسخين إلى اليسار واليمين 30 مرة (بزاوية 45 درجة، 5N، 30 مرة/دقيقة، مع وضع الاهتزاز على بعد حوالي 10 سنتيمترات من الرأس الخزفي)، ويجب ألا يتم قطع الاتصال.
(5) فحص السطوع ودرجة حرارة اللون لعنصر التسخين: بينما يعمل المنتج بشكل طبيعي، يُسمح لعنصر التسخين المركزي بأن يكون أغمق قليلاً، ويجب أن يكون التأثير الحراري لعنصر التسخين المركزي ثابتًا، أي بعد التشغيل، افحص بصريًا ووصف أن عنصر التسخين الداخلي أحمر تمامًا. يجب أن تصل درجة حرارة اللون لعنصر التسخين إلى درجة حرارة اللون أقل من 1600 كلفن. بعد التشغيل، افحص بصريًا واستخدم ساعة توقيت ومقياس ألوان.
(6) جودة التغليف: يجب فحص المنتج باستخدام كاشف الفراغ. بعد الاستخراج بالفراغ، إذا كان الختم جيدًا ولم يكن هناك تسرب للغاز، فإن المنتج مؤهل.
(7) الطاقة المقدرة والقوة الكهربائية: باستخدام أداة قياس المعلمات الكهربائية، اختبر حالة عمل الجهد المقنن، وتأكد من أن انحراف الطاقة يتراوح بين -8% إلى 4%. إصلاح القطب بين القطب وغلاف أنبوب التدفئة، وإصلاح القطب بين الصفائح المعدنية. قم بتطبيق 1800 فولت/5 مللي أمبير/1 دقيقة بين الدبوس وأنبوب المصباح دون انقطاع.
(8) درجة حرارة الختم للأنبوب الزجاجي: التشغيل إلى حالة تطوير مستقرة عند 1.15 مرة من جهد الخرج المقدر، مع درجة حرارة ≥ 250 درجة مئوية عند طرفي الأنبوب الزجاجي ومنطقة الختم (20 درجة مئوية ± 5 درجة مئوية لمختلف الظروف المحيطة درجات الحرارة).
(9) القوة الميكانيكية للدبوس: قم بتطبيق قوة شد ثابتة (50 نيوتن) على اتجاه الدبوس باستخدام جهاز اختبار الشد، وفي غضون دقيقة واحدة، يجب ألا يكون هناك ارتخاء أو تشققات في جسم الدبوس.
(10) اختبار السقوط: بعد تركيب المنتج بشكل طبيعي، قم بتحريره واتركه يسقط بحرية على لوح خشبي صلب مقاس 20 مم. إذا كان المنتج غير تالف، فهو مؤهل. استخدم أداة قياس المعلمات الكهربائية لمقعد اختبار السقوط.
(11) اختبار درجات الحرارة العالية والمنخفضة: تحت الجهد المقدر المحدد بـ 1.25، يتم تشغيل المنتج بشكل مستمر لمدة 10 دقائق ويتم وضعه في الماء عند درجة حرارة 10 درجة مئوية. يجب ألا يكون للمنتج أي ظروف خاصة، ثم يوضع بشكل مستمر في بيئة درجة حرارة ثابتة (-20 درجة مئوية) لمدة 5 ساعات. تمت ملاحظة أنبوب التسخين ولا يسمح بأي تفاعلات غير طبيعية.
(12) اختبار مقاومة العزل لتيار التسرب والعادي: عندما يعمل أنبوب التسخين بثبات عند الجهد المقنن (1.06 مرة)، يكون تسرب التيار المسموح به من الغلاف أقل من أو يساوي 0.25 مللي أمبير. يجب أن تكون المقاومة بين قطبي المقاومة لأنبوب تسخين ألياف الكربون الجديد وصفائح الموليبدينوم عند طرفي أنبوب التسخين الأساسي أكبر من أو تساوي 20M Ω. استخدم جهاز اختبار تسرب التيار واختبار مقاومة العزل للاختبار.
(13) اختبار الحياة السريع المكافئ: إجراء الاختبارات باستخدام أجهزة اختبار المعلمات الكهربائية، وإمدادات الطاقة ذات التردد المتغير، وما إلى ذلك، والعمل بشكل مستمر لمدة 36 ساعة عند الجهد المقنن (1.35 مرة)؛ بعد اكتمال الاختبار، قد يكون هناك بعض الرذاذ مثل الأشياء في نهاية أنبوب التسخين، ولا يُسمح بأي تفاعلات غير طبيعية أخرى؛ ولا يمكن أن تتجاوز قوة أنبوب التسخين بعد اكتمال التجربة ± 3% من الطاقة الفعلية.
4. اختبار الكفاءة الحرارية أنبوب تسخين من ألياف الكربون
يتم إجراء اختبار الكفاءة الحرارية لأنبوب تسخين ألياف الكربون في الغرفة، كما هو موضح في الشكل 3. بعد تشغيل أنبوب تسخين الطاقة وبدء العمل، قم بإجراء فحوصات درجة الحرارة في وسط الغرفة ومركز الجدار و الزوايا الأربع للغرفة لاختبار تأثير استخدام منتجات أنابيب التسخين المصنوعة من ألياف الكربون على درجة حرارة البيئة المحيطة.
يحتوي أنبوب التسخين المصنوع من ألياف الكربون المطور حديثًا على الحد الأدنى من الخسائر أثناء التوصيل الحراري ويحسن بشكل كبير من كفاءة تحويل الحرارة، مما يوفر الطاقة بنسبة 15% -30% مقارنة بأنابيب التسخين المعدنية الأخرى المصنوعة من النيكل والكروم والموليبدينوم. كما أنها تتمتع بعمر افتراضي طويل وأداء بيئي أفضل، وسيتم استخدامها على نطاق واسع في مجال التدفئة في المستقبل.