एक नए प्रकार के कार्बन फाइबर इन्फ्रारेड हीटिंग ट्यूब की प्रक्रिया डिजाइन और प्रदर्शन परीक्षण
तेजी से गर्म करने और ठंडा करने, कम गर्मी हिस्टैरिसीस, समान हीटिंग और गर्मी विकिरण की लंबी दूरी जैसे उत्कृष्ट गुणों के कारण, कार्बन फाइबर हीटिंग तत्व तेजी से विकसित हुए हैं और विभिन्न क्षेत्रों में व्यापक रूप से उपयोग किए गए हैं। कार्बन फाइबर हीटिंग तत्व अनुसंधान के क्षेत्र में, व्यावहारिक नए कार्बन फाइबर दूर-अवरक्त हीटिंग ट्यूब विकसित किए गए हैं। यह नए प्रकार की हीटिंग ट्यूब हीटिंग तत्व के रूप में लचीले कार्बन फाइबर का उपयोग करती है, जिसमें उच्च तापीय रूपांतरण दक्षता और लंबी सेवा जीवन के फायदे हैं। घरेलू उपकरणों और चिकित्सा उपकरणों में इसका व्यापक रूप से उपयोग किया गया है। यह लेख मुख्य रूप से नव विकसित कार्बन फाइबर हीटिंग ट्यूब की संरचना, उत्पादन प्रक्रिया, निरीक्षण तकनीक और तरीकों का परिचय देता है, और उत्पाद के थर्मल प्रभाव का परीक्षण और अध्ययन करता है।
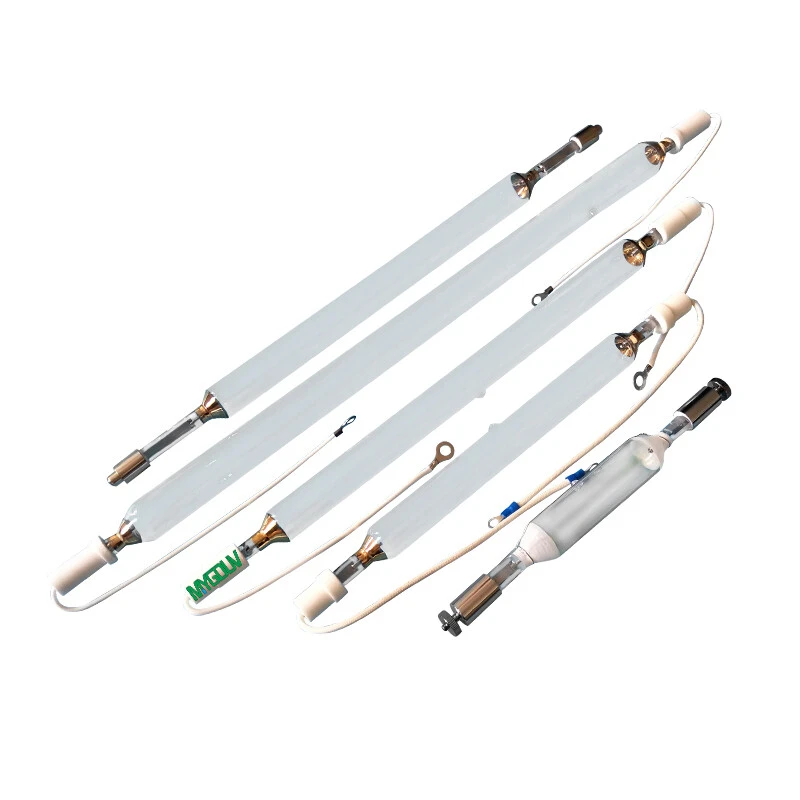
1. की संरचना कार्बन फाइबर हीटिंग ट्यूब
कार्बन फाइबर हीटिंग ट्यूब की बाहरी ट्यूब मुख्य रूप से कच्चे माल के रूप में क्वार्ट्ज से बनी होती है, और इसका सर्पिल हीटिंग बॉडी ज्यादातर खोखली संरचना होती है। मुख्य सामग्री कार्बन फाइबर है, जो लंबे तंतुओं को मोड़कर और उन्हें एक निश्चित प्रक्रिया के माध्यम से घुमाकर बनाई जाती है। यह कार्बन फाइबर हीटिंग ट्यूब के मुख्य हीटिंग तत्व के रूप में कार्य करता है। नई कार्बन फाइबर हीटिंग ट्यूब का मुख्य भाग नया कार्बन फाइबर तार है, जो दोनों सिरों पर एक विशेष रैपिंग फॉर्म अपनाता है। कार्बन फाइबर तार सामग्री मोलिब्डेनम शीट है और कार्बन ब्रेज़िंग ट्री हीटर के दोनों सिरों पर तार लगे होते हैं। कार्बन फाइबर हीटिंग ट्यूब का शरीर एक पारदर्शी ट्यूब है, और इसके विद्युत सेटिंग पैरामीटर 220V-240V, 2000W हैं। लीड तार UL3122, 50~52 शाखा कोर, 300V-500V 200 ℃ उच्च तापमान प्रतिरोधी फाइबरग्लास तार को अपनाता है। दोनों सिरों पर इलेक्ट्रोड सिल्वर सफेद अघुलनशील उच्च गलनांक धातु मोलिब्डेनम, मोलिब्डेनम शीट और छड़, वायरिंग टर्मिनल आदि से बने होते हैं।
2. कार्बन फाइबर हीटिंग ट्यूब का उत्पादन और विनिर्माण प्रक्रिया
कार्बन फाइबर हीटिंग ट्यूब की उत्पादन प्रक्रिया में मुख्य रूप से निम्नलिखित चरण शामिल हैं:
(1) उत्पाद के व्यास और लंबाई के आधार पर, आंतरिक और बाहरी ट्यूबों को काटने के लिए चयनित व्यास के साथ आंतरिक और बाहरी ट्यूबों का चयन करें।
(2) बुनाई के लिए आकार, मोटाई और अन्य विशिष्टताओं का चयन करें, उचित भोजन मात्रा निर्धारित करें और बुनाई के साथ आगे बढ़ें।
(3) तार वाइंडिंग विनिर्देशों का चयन करें, प्रतिरोध मापें, शक्ति निर्धारित करें, तार वाइंडिंग के लिए तार की लंबाई मापें।
(4) शेपिंग मशीन को समायोजित करें, शेपिंग वोल्टेज निर्धारित करें और शेपिंग उपचार करें।
(5) उपयुक्त इलेक्ट्रोड का चयन करें और स्पॉट वेल्डिंग करें।
(6) मोलिब्डेनम रॉड में कोई विकृति, दबाव रिसाव या दबाव रिसाव है या नहीं, इस पर ध्यान देते हुए दबाव सीलिंग और निकास करें।
(7) परिपक्व परीक्षण, शक्ति नमूनाकरण और जीवन काल नमूनाकरण का संचालन करें।
(8) बिंदुओं, रेखाओं और सिरेमिक भागों को प्रिंट और पेस्ट करें।
(9) तैयार उत्पाद का निरीक्षण, एक बार फिर वोल्टेज, बिजली, लंबाई की पुष्टि करें और आंतरिक धागों का निरीक्षण करें।
कार्बन फाइबर हीटिंग ट्यूबों के लिए तकनीकी आवश्यकताएं और निरीक्षण विधियां
3.1 निरीक्षण के लिए तकनीकी आवश्यकताएँ कार्बन फाइबर हीटिंग ट्यूब
कार्बन फाइबर हीटिंग ट्यूबों का उत्पादन पूरा होने के बाद, कार्बन फाइबर हीटिंग ट्यूबों की सुरक्षा सुनिश्चित करने के लिए तकनीकी आवश्यकताओं के अनुसार उनका निरीक्षण करने की आवश्यकता होती है। निरीक्षण तकनीकी आवश्यकताओं में मुख्य रूप से निम्नलिखित सामग्रियां शामिल हैं।
(1) उपस्थिति निरीक्षण आइटम:
① नए कार्बन फाइबर हीटिंग एयर ट्यूब की सतह पर अधिकतम 4 साफ और दूषित काले धब्बे होने चाहिए, जो 0.5 मिमी से कम होना चाहिए। ट्यूब की सतह पर प्रत्येक वायु पथ की लंबाई 5 मिमी से अधिक नहीं होनी चाहिए।
② कार्बन फाइबर हीटर ट्यूब का आकार सही है, और ट्यूब की बाहरी सतह को ख़राब होने, मुड़ने या असमान मोटाई की अनुमति नहीं है, जो राष्ट्रीय सुरक्षा उपस्थिति प्रबंधन का अनुपालन नहीं करता है वोल्टेज और बिजली नियमों का अनुपालन करते हैं यदि क्वार्ट्ज ट्यूब की सतह पर कोई स्पष्ट खरोंच नहीं है और निकास बंदरगाह के दोनों सिरों पर हल्की सफेद धुंध है, इसे वापस लिया जा सकता है सिलिकॉन आस्तीन का कनेक्शन दृढ़ है और सिलिकॉन आस्तीन और असंबंधित भागों के बीच कोई आसंजन नहीं है लीड कनेक्शन है केंद्र में स्थित कार्बन फाइबर के साथ, सुरक्षित और संरक्षित।
(2) आकार निरीक्षण: कार्बन फाइबर लैंप ट्यूब का व्यास डिज़ाइन आकार के ± 0.05 मिमी के भीतर होना चाहिए, लंबाई डिज़ाइन आकार के ± 1 मिमी के भीतर होनी चाहिए, और लीड तार की लंबाई ± 5 मिमी के भीतर होनी चाहिए डिज़ाइन का आकार. विधानसभा निरीक्षण करें.
(3) बिजली का पता लगाना: कार्बन फाइबर ट्यूब को उसके रेटेड वोल्टेज पर जलाएं और बिजली मीटर से उसकी शक्ति का परीक्षण करें, जो उसकी रेटेड शक्ति के 3% से -7% की सीमा के भीतर होनी चाहिए।
(4) चमक का पता लगाना: जब कार्बन फाइबर ट्यूब जलाई जाती है, तो दोनों ट्यूबों की चमक करीब होती है, और हीटिंग तत्व को महत्वपूर्ण अंतर के बिना समान रूप से प्रकाश उत्सर्जित करना चाहिए। एकल कार्बन फाइबर ट्यूब की चमक एक समान होनी चाहिए और स्थानीय क्षेत्र में कोई काले धब्बे या असामान्य चमकीले धब्बे नहीं होने चाहिए।
(5) जीवनकाल परीक्षण: कुछ निरीक्षणों के बाद, नई कार्बन फाइबर हीटिंग ट्यूब का जीवनकाल सामान्य परिचालन स्थितियों (रेटेड वोल्टेज और रेटेड वर्तमान) के तहत 6000 घंटे से अधिक होना चाहिए।
(6) प्रभाव का पता लगाना: जब वोल्टेज रेटेड वोल्टेज से AC1.3 गुना होता है और बिजली तुरंत चालू हो जाती है, तो निम्नलिखित असामान्य घटनाएं नहीं होती हैं:
① लैंप ट्यूब पर स्थित मोलिब्डेनम स्पॉट वेल्डिंग बिंदु पर कोई स्पार्किंग नहीं होनी चाहिए।
② लैंप ट्यूब लगातार 6 घंटे तक काम करती है और बिना किसी टूटे तार या कालेपन के एसी1.3 गुना रेटेड वोल्टेज पर स्पॉट जांच से गुजरती है।
(7) प्रदर्शन परीक्षण:
① लैंप में कोई अशुद्धता, मलिनकिरण, निकल या मोलिब्डेनम छड़ का ऑक्सीकरण, दबाव सील क्रैकिंग या अन्य घटनाएं नहीं होनी चाहिए।
② मोलिब्डेनम शीट में कोई टूट-फूट या दरार बढ़ने की घटना नहीं होगी, और हीटिंग तत्व का प्रक्रिया छेद विमान निकास नोजल विमान डिजाइन के अनुरूप होगा। सीलिंग प्लेट और सीलिंग पोर्ट के अंदर मोलिब्डेनम शीट के बीच की दूरी से अधिक होनी चाहिए 1.0 मिमी (बाहरी पोर्ट) तार को लैंप ट्यूब से मजबूती से जोड़ा जाना चाहिए, और 25N के तन्य बल के अधीन होने पर तार ढीला नहीं होना चाहिए लैंप ट्यूब के दोनों सिरों पर दबाव सीलिंग प्लेटें आसान नहीं हैं तोड़ने के लिए, और किसी भी दिशा में 10N के बल का सामना कर सकता है लैंप ट्यूब पर निकास नोजल की ऊंचाई 4 मिमी से अधिक नहीं होनी चाहिए लैंप ट्यूब पर लीड वोल्टेज और पावर के अनुसार उचित लीड के साथ कॉन्फ़िगर किए गए हैं पता लगाने के लिए वैक्यूम स्पार्क डिटेक्टर का उपयोग करें कि लैंप ट्यूब में कोई हवा का रिसाव नहीं है (पूर्ण निरीक्षण)।
3.2 निरीक्षण विधियाँ
कारखाने द्वारा उत्पादित कार्बन फाइबर हीटिंग ट्यूब उत्पादों को आम तौर पर राष्ट्रीय मानक GB/T7287-2008 का अनुपालन करने की आवश्यकता होती है; जीबी4706.1-1992, विशिष्ट निरीक्षण विधियां हेयुआन ज़िंडा क्वार्ट्ज इलेक्ट्रिकल उपकरण कंपनी लिमिटेड के कार्बन फाइबर हीटिंग ट्यूबों के निरीक्षण के लिए तकनीकी विशिष्टताओं को संदर्भित करती हैं।
(1) उपस्थिति निरीक्षण:
① सतह समतल, साफ-सुथरी, दाग, दोष, निशान, जंग, जंग, क्षति या विरूपण से मुक्त होनी चाहिए; बैच शिखर ≤ 0.05. दृश्य निरीक्षण और वर्नियर कैलीपर का उपयोग करें।
② ग्लास ट्यूब की सतह चिकनी और खरोंच और काले धब्बों से मुक्त है, और स्थिर धातु शीट की सतह जंग, गंदगी और तेल के दाग से मुक्त है; हीटिंग तत्व में कोई झुकाव की घटना नहीं होती है, सतह सपाट होती है, रंग एक समान होता है, और कोई गड्ढा, क्षति या दरार नहीं होती है। ग्लास ट्यूब के अंदर कोई विविध वस्तुएं नहीं हैं। मोलिब्डेनम रॉड और संयुक्त निकल शीट के बीच वेल्डिंग अच्छी होनी चाहिए, बिना किसी वेल्डिंग दोष जैसे वर्चुअल वेल्डिंग, झूठी वेल्डिंग या मिस्ड वेल्डिंग के।
(2) आयामी निरीक्षण: आयाम ड्राइंग की आवश्यकताओं को पूरा करते हैं। वर्नियर कैलीपर्स और माइक्रोमीटर का उपयोग करें।
(3) पहचान निरीक्षण: घटकों में निर्माता या ट्रेडमार्क, मॉडल विनिर्देश, रेटेड वोल्टेज, बिजली, तार का नाममात्र क्रॉस-अनुभागीय क्षेत्र और तार संख्या चिह्न होना चाहिए। पहचान स्पष्ट और पढ़ने में आसान होनी चाहिए। 15 सेकंड के लिए आगे-पीछे रगड़ने के लिए गैसोलीन में भिगोए हुए सूती कपड़े का उपयोग करें, और फिर 15 सेकंड के लिए आगे-पीछे रगड़ने के लिए पानी में भिगोए हुए सूती कपड़े का उपयोग करें। पहचान स्पष्ट और पढ़ने में आसान होनी चाहिए। दृश्य निरीक्षण और पोंछने का प्रयोग करें।
(4) संरचनात्मक निरीक्षण:
① चुंबकीय सिर तिरछा या ढीला नहीं होना चाहिए, और उत्पाद की बाहरी सीलिंग पर इलेक्ट्रोड तिरछा या टूटा हुआ नहीं होना चाहिए।
② बाहरी कनेक्शन लीड और हीटिंग ट्यूब के बीच का कनेक्शन 30N के तनाव के साथ लंबवत खींचा जाना चाहिए, और लीड टूटनी नहीं चाहिए या आस्तीन ढीली नहीं होनी चाहिए। बाहरी कनेक्शन लीड और हीटिंग ट्यूब कनेक्शन को बाएं और दाएं 30 बार (45 डिग्री के कोण पर, 5N, 30 बार/मिनट, सिरेमिक हेड से लगभग 10 सेंटीमीटर दूर हिलाने की स्थिति के साथ) हिलाना चाहिए, और लीड को नहीं हिलाना चाहिए विच्छेदित किया जाए.
(5) हीटिंग तत्व की चमक और रंग तापमान निरीक्षण: जबकि उत्पाद सामान्य रूप से काम कर रहा है, केंद्रीय हीटिंग तत्व को थोड़ा गहरा होने की अनुमति है, और केंद्रीय हीटिंग तत्व का थर्मल प्रभाव सुसंगत होना चाहिए, यानी बिजली चालू होने के बाद, दृष्टिगत रूप से निरीक्षण करें और वर्णन करें कि आंतरिक ताप तत्व पूरी तरह से लाल है। हीटिंग तत्व का रंग तापमान 1600K से कम के रंग तापमान तक पहुंचना चाहिए। बिजली चालू करने के बाद, स्टॉपवॉच और कलरमीटर का दृश्य रूप से निरीक्षण करें और उसका उपयोग करें।
(6) पैकेजिंग गुणवत्ता: उत्पाद का निरीक्षण वैक्यूम डिटेक्टर का उपयोग करके किया जाना चाहिए। वैक्यूम निष्कर्षण के बाद, यदि सील अच्छी है और कोई गैस रिसाव नहीं है, तो उत्पाद योग्य है।
(7) रेटेड शक्ति और विद्युत शक्ति: विद्युत पैरामीटर मापने वाले उपकरण का उपयोग करके, रेटेड वोल्टेज कार्यशील स्थिति का परीक्षण करें, और सुनिश्चित करें कि बिजली विचलन -8% से 4% के भीतर है। इलेक्ट्रोड और हीटिंग ट्यूब आवरण के बीच इलेक्ट्रोड को ठीक करें, और धातु शीट के बीच इलेक्ट्रोड को ठीक करें। पिन और लैंप ट्यूब के बीच बिना टूटे 1800V/5mA/1 मिनट लगाएं।
(8) ग्लास ट्यूब का सीलिंग तापमान: ग्लास ट्यूब के दोनों सिरों और सीलिंग क्षेत्र (विभिन्न परिवेश के लिए 20 ℃ ± 5 ℃) के तापमान के साथ, रेटेड आउटपुट वोल्टेज 1.15 गुना पर स्थिर विकास स्थिति में संचालित होता है। तापमान)
(9) पिन यांत्रिक शक्ति: एक तन्यता परीक्षक का उपयोग करके पिन की पिन दिशा में एक निश्चित तन्यता बल (50N) लागू करें, और 1 मिनट के भीतर, पिन बॉडी में कोई ढीलापन या दरार नहीं होनी चाहिए।
(10) ड्रॉप परीक्षण: उत्पाद सामान्य रूप से खड़ा होने के बाद, इसे छोड़ दें और इसे 20 मिमी कठोर लकड़ी के बोर्ड पर स्वतंत्र रूप से गिरने दें। यदि उत्पाद क्षतिग्रस्त नहीं है, तो यह योग्य है। ड्रॉप टेस्ट बेंच इलेक्ट्रिकल पैरामीटर मापने वाले उपकरण का उपयोग करें।
(11) उच्च और निम्न तापमान परीक्षण: 1.25 के निर्दिष्ट रेटेड वोल्टेज के तहत, उत्पाद को लगातार 10 मिनट तक चालू किया जाता है और 10 ℃ पर पानी में रखा जाता है। उत्पाद में कोई विशेष परिस्थिति नहीं होनी चाहिए, और फिर लगातार 5 घंटे तक स्थिर तापमान (-20 ℃) वातावरण में रखा जाना चाहिए। हीटिंग ट्यूब का अवलोकन किया जाता है और किसी भी असामान्य प्रतिक्रिया की अनुमति नहीं दी जाती है।
(12) लीकेज करंट और सामान्य इन्सुलेशन प्रतिरोध परीक्षण: जब हीटिंग ट्यूब रेटेड वोल्टेज (1.06 गुना) पर स्थिर रूप से संचालित होती है, तो शेल से स्वीकार्य करंट रिसाव 0.25mA से कम या उसके बराबर होता है। नई कार्बन फाइबर हीटिंग ट्यूब के दो प्रतिरोध इलेक्ट्रोड और कोर हीटिंग ट्यूब के दोनों सिरों पर मोलिब्डेनम शीट के बीच प्रतिरोध 20M Ω से अधिक या उसके बराबर होना चाहिए। परीक्षण के लिए लीकेज करंट परीक्षक और इन्सुलेशन प्रतिरोध परीक्षक का उपयोग करें।
(13) समतुल्य तीव्र जीवन परीक्षण: विद्युत पैरामीटर परीक्षकों, परिवर्तनीय आवृत्ति बिजली आपूर्ति इत्यादि का उपयोग करके परीक्षण आयोजित करें, और रेटेड वोल्टेज (1.35 गुना) पर 36 घंटे तक लगातार काम करें; परीक्षण पूरा होने के बाद, हीटिंग ट्यूब के अंत में कुछ धुंध जैसी वस्तुएं रह सकती हैं, और किसी अन्य असामान्य प्रतिक्रिया की अनुमति नहीं है; और प्रयोग पूरा होने के बाद हीटिंग ट्यूब की शक्ति वास्तविक शक्ति के ± 3% से अधिक नहीं हो सकती।
4. का थर्मल दक्षता परीक्षण कार्बन फाइबर हीटिंग ट्यूब
कार्बन फाइबर हीटिंग ट्यूब की थर्मल दक्षता परीक्षण कमरे में आयोजित किया जाता है, जैसा कि चित्र 3 में दिखाया गया है। पावर हीटिंग ट्यूब को चालू करने और काम शुरू करने के बाद, कमरे के केंद्र, दीवार के केंद्र और तापमान की जांच करें। आसपास के पर्यावरणीय तापमान पर कार्बन फाइबर हीटिंग ट्यूब उत्पादों के उपयोग के प्रभाव का परीक्षण करने के लिए कमरे के चारों कोनों का परीक्षण करें।
नव विकसित कार्बन फाइबर हीटिंग ट्यूब में थर्मल चालन के दौरान न्यूनतम नुकसान होता है और गर्मी रूपांतरण दक्षता में काफी सुधार होता है, जिससे अन्य निकल क्रोमियम और टंगस्टन मोलिब्डेनम धातु हीटिंग ट्यूबों की तुलना में 15% -30% ऊर्जा की बचत होती है। इसका जीवनकाल लंबा है और पर्यावरणीय प्रदर्शन बेहतर है, और भविष्य में हीटिंग क्षेत्र में इसका व्यापक रूप से उपयोग किया जाएगा।